2021-03-27
3D printing is a technology that can completely change how you design and build things. The thing is, once you make a few prints, it’s easy to get lost in the immense number of possibilities, e.g., printer upgrades, exotic filaments, design optimization, settings ‘micro-optimization,’ etc.
It’s natural to push the limits of what your printer can handle, and this can cause problems when multiple printers are available. Specifically, the limits of what you can print vary significantly depending on the software and hardware you have access to.
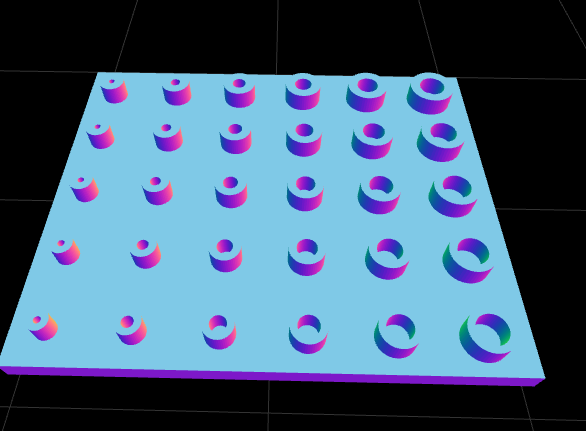
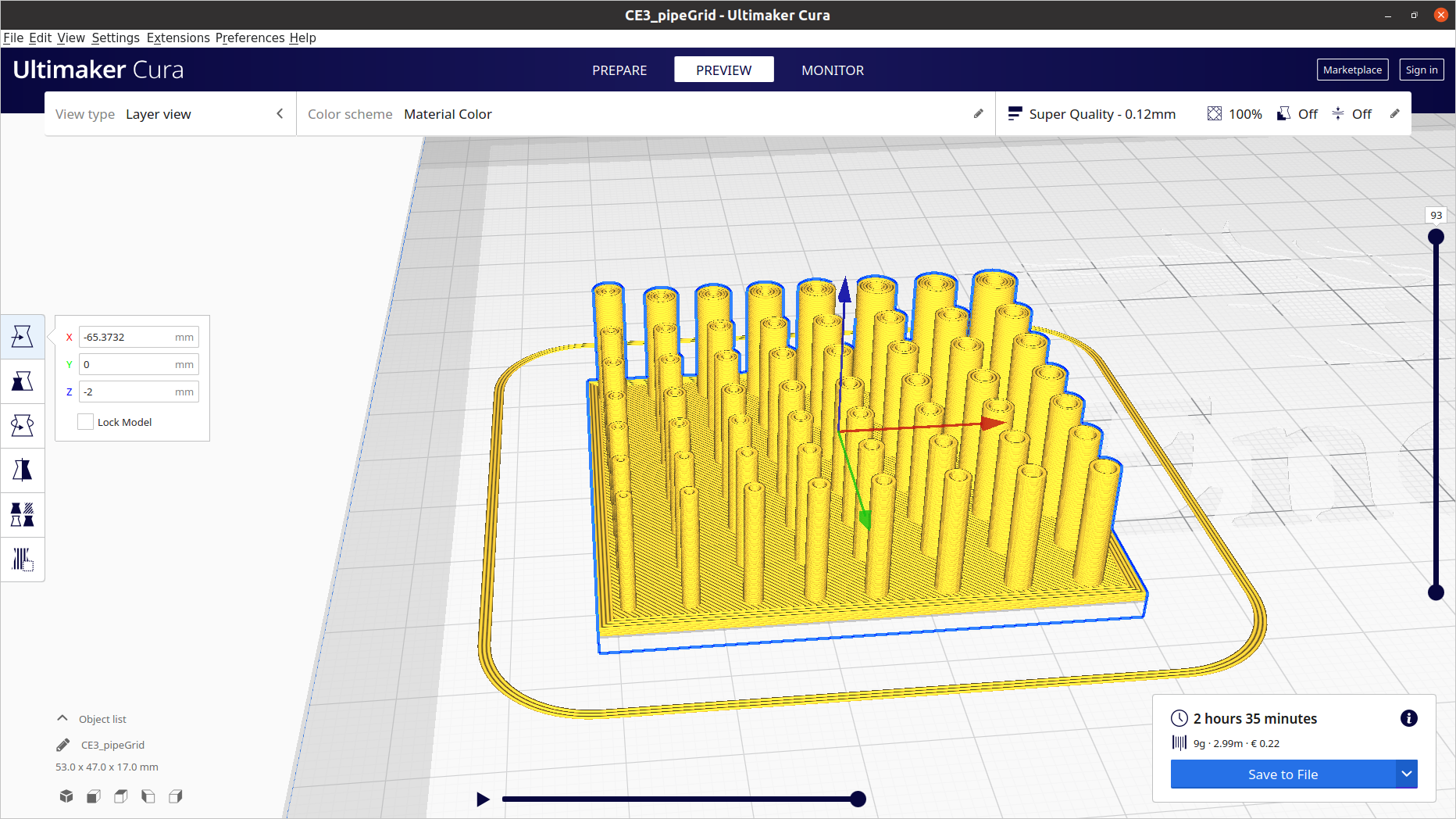
With this in mind, I’ve prepared a simple ‘tube tests’ file (here) to help quickly determine your FDM machine’s limits for tubing. My model contains a cartesian product of inner vs outer diameters that hover near the standard nozzle size (0.4 mm). I used OpenSCAD to parameterize the tubes, so scaling up or down, to more tubes or less, or tailoring to other 3D printing technologies will be straightforward. Generating the STL model, slicing, and printing takes only a few minutes, even using detailed settings.
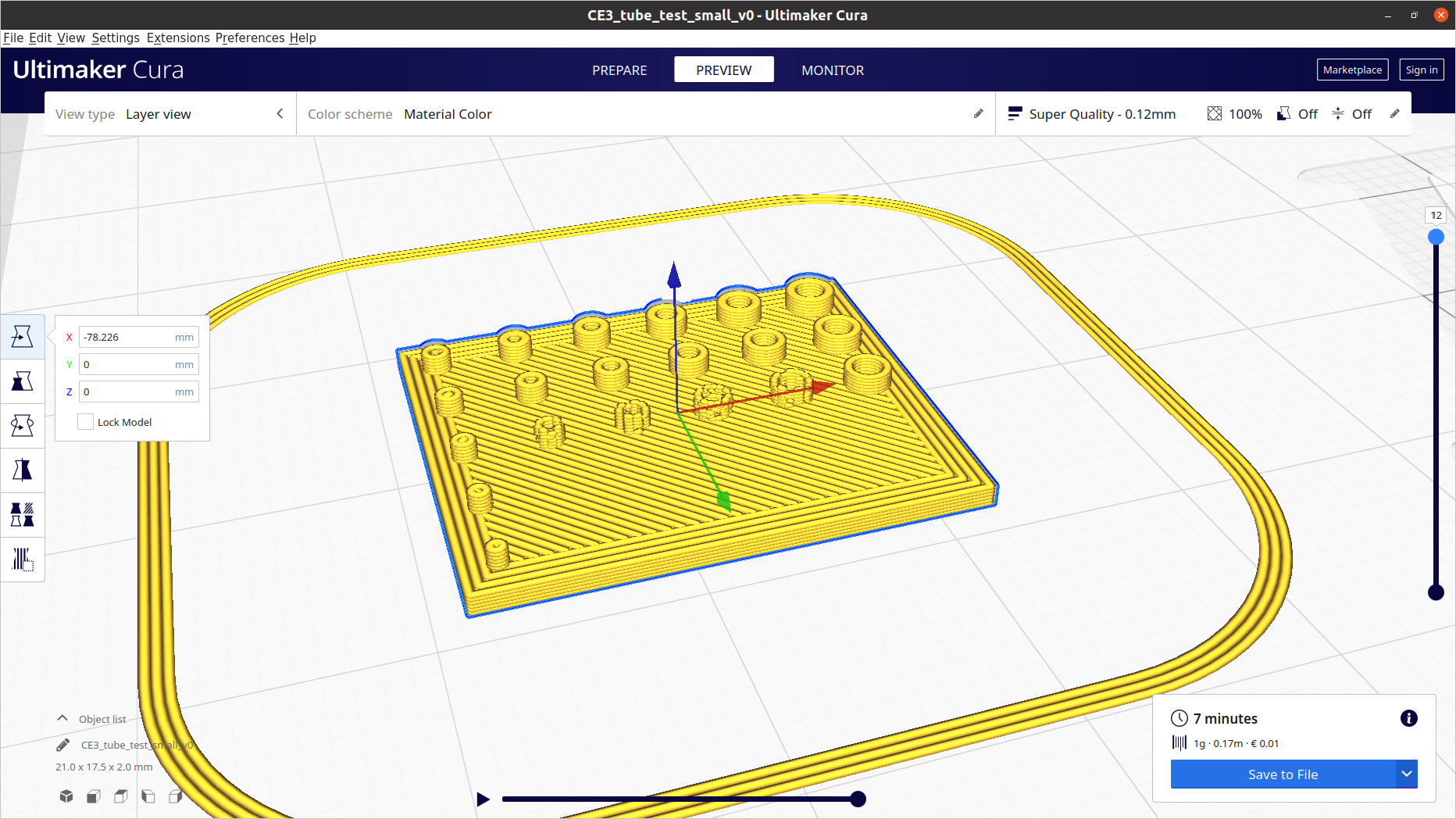
Slicing results using Cura v4.8.0:
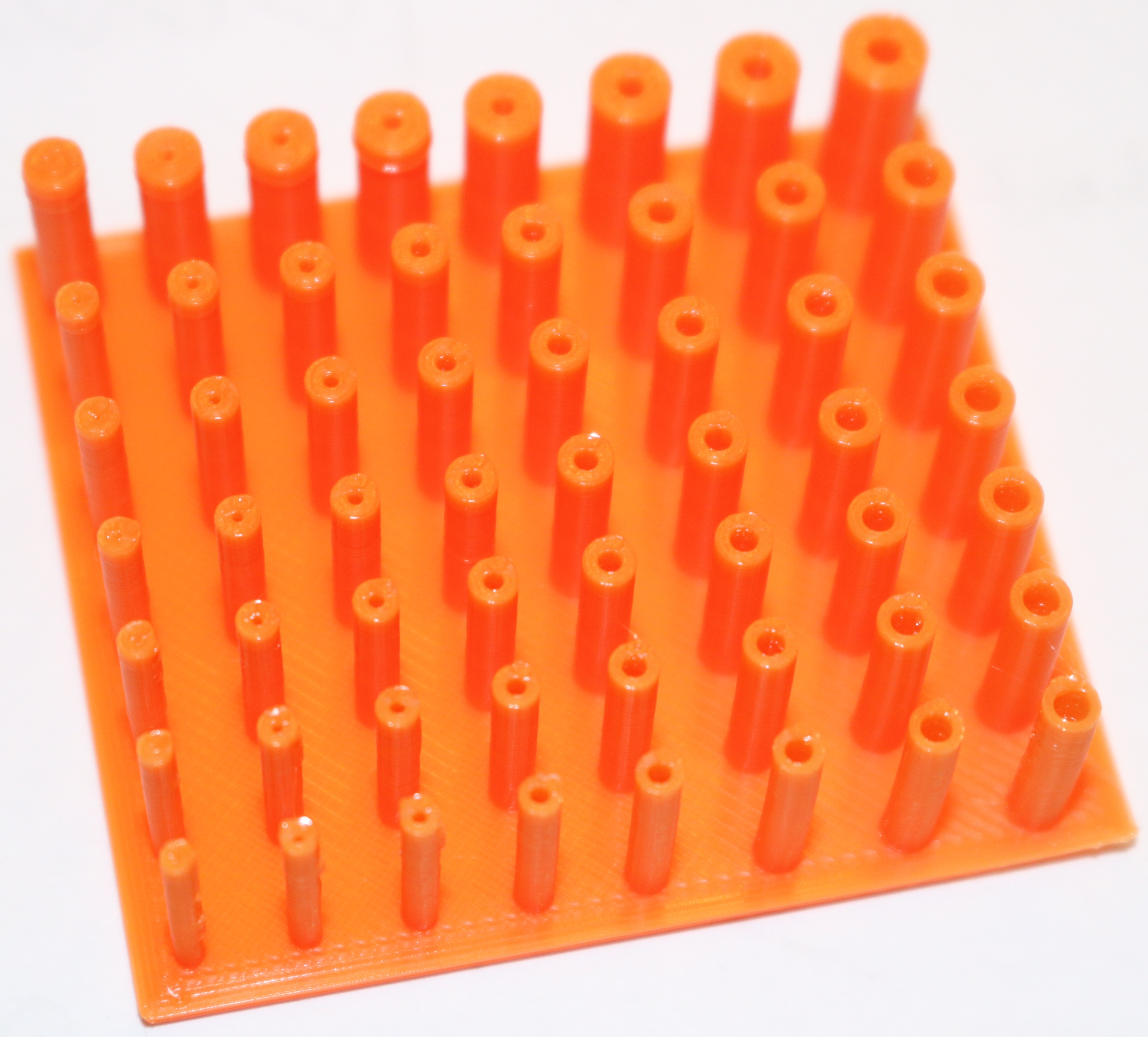
Printing results using an Ender Creality 3 Pro:
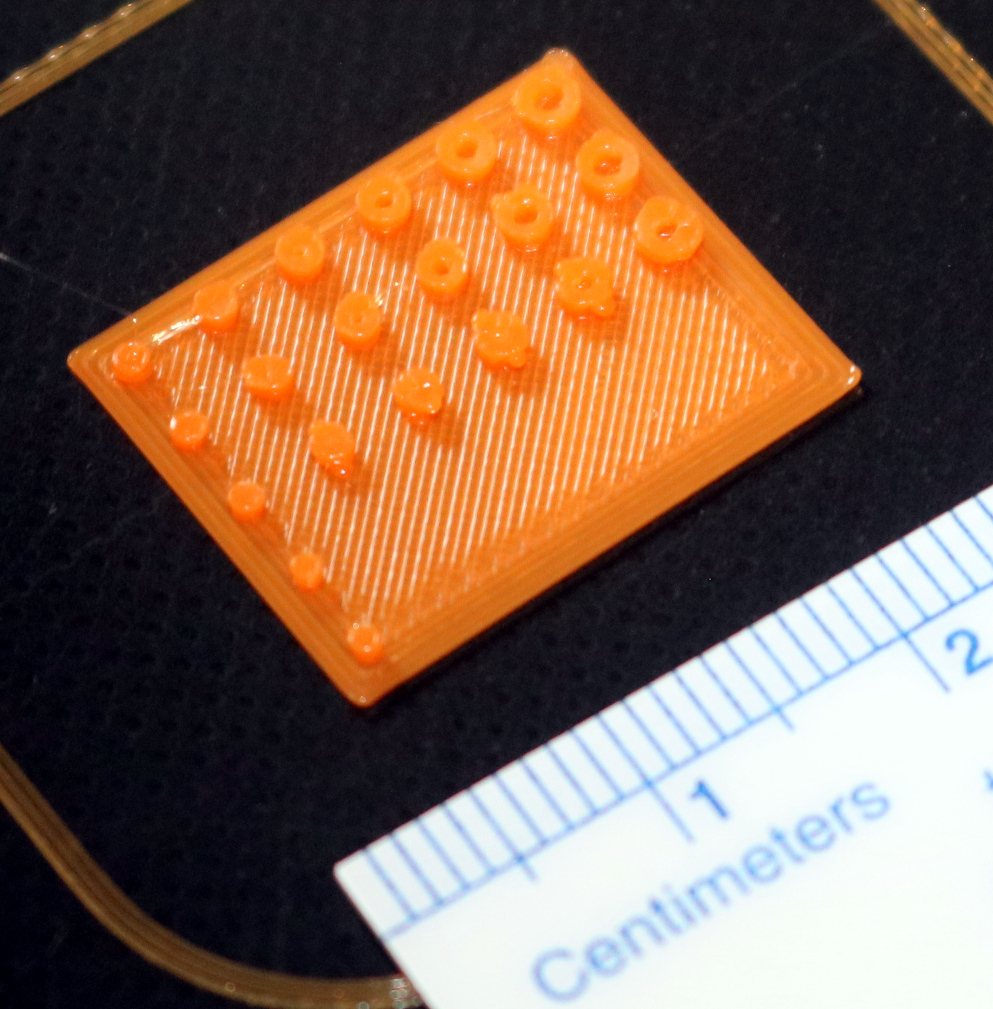
The point where tubes collapse into a blobby mess is somewhere near the middle of the array. In some cases, the tubes were too small for the slicer to detect them!
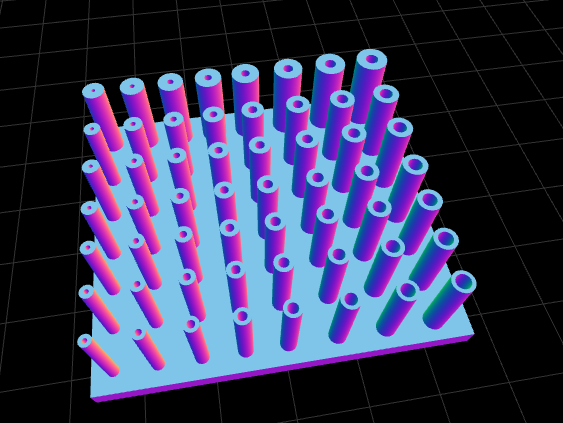
Caleb Sample has also provided a test array using FreeCAD (here). The tubing is a bit wider, taller, and a greater default selection of tubes are provided.
Slicing results using Cura v4.8.0:
Printing results using an Ender Creality 3 Pro:
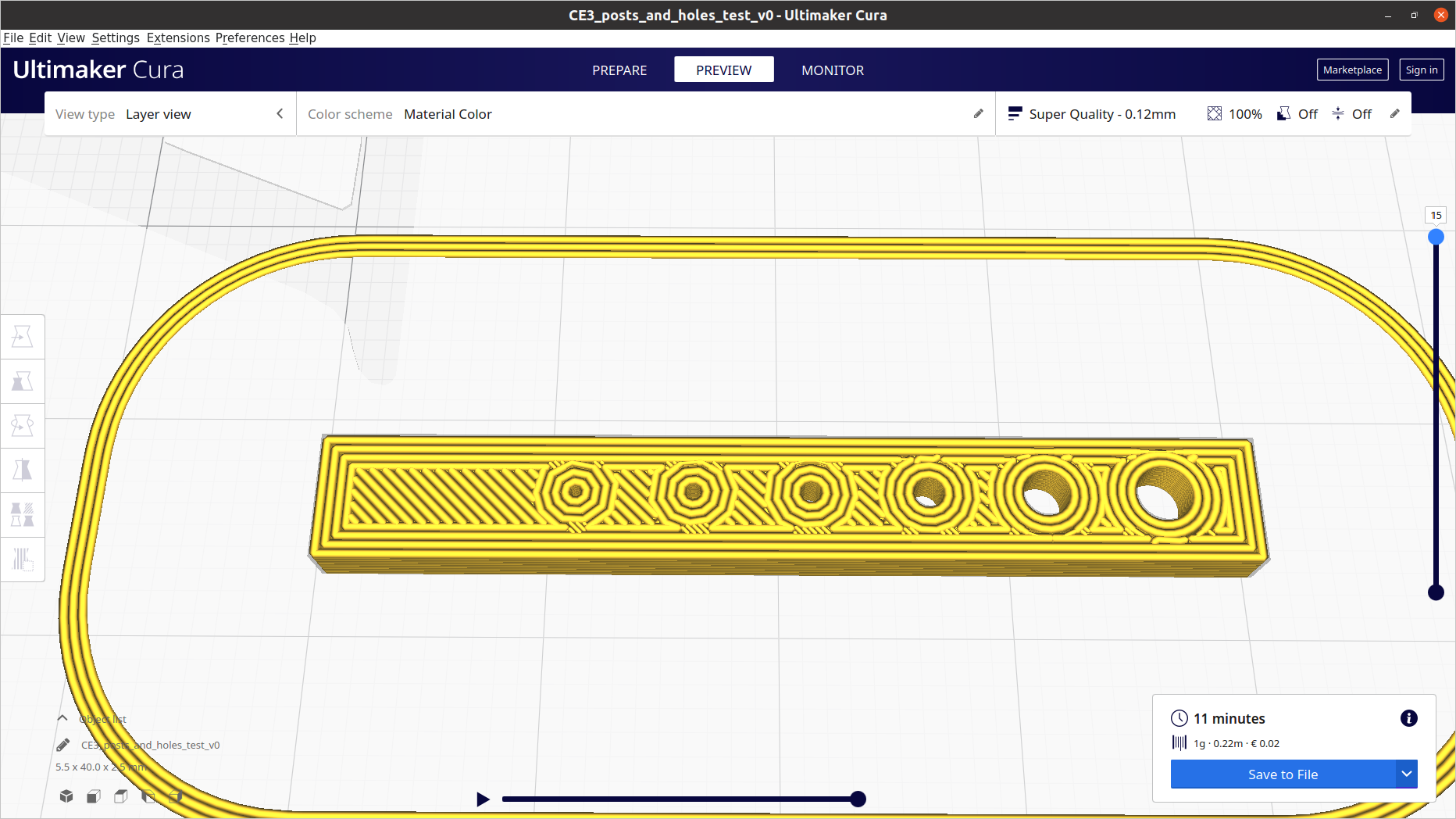
Similarly, I also have a test file with solid tubing and holes (here). Here you can see my printing results using Cura v4.8.0 and an Ender Creality 3 Pro printer.
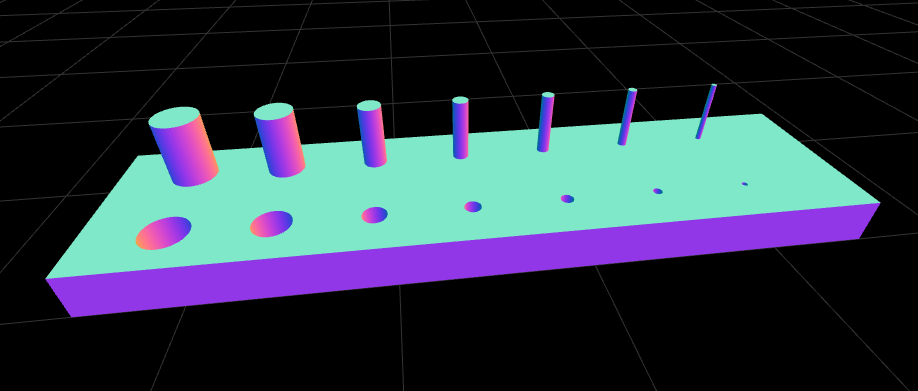
Slicing and printing only the holes shows a difference between the g-code and where the filament actually ends up. The filament expands radially inwards, and the effect is most prominent for small holes. If you need details finer than a FDM printer’s nozzle diameter, you might need to post-process them with a hot iron or re-consider using FDM.

All files are available here. Pull requests with images from other setup or feedback are welcome!